

OUR PRODUCTS
AME系列ET点亮检测设备
所属分类:
关键词:
- 产品描述
- 关键参数
- 应用领域
- 相关工艺
- 产品优势
-
AME系列Mini LED ET点亮检测设备
AME-200直显该设备适用于miniled点亮的质量检测,采用高精度CCD分三个方向对产品点亮的不同切换画面进行成像检测,可兼容多种不同的款式产品,根据客户需求自由更换,检测算法参数可灵活调整,检测结果数据可视化,对扫描效果进行比对读取数据进行判定NG/OK,系统记录所有测试数据方便客户进行拷贝分析。
设备机构对接整体产线,对接前工序设备,产品流入检测工位;机械定位,固定件压住产品,测试盒连接器公头被控制伺服往上推动,连接产品背面控制模块的连接器母头,形成导通;测试盒子给出控制电路信号,整个产品被点亮,检测系统完成检测,给出下个画面点亮信号,如此循环点亮检测,通过切换红、绿、蓝、白、横黑白、竖黑白、斜黑白、灰(64阶、128阶)8种画面,完成产品整体的检测;根据软件检测结果,输出指定的mapping坐标,包含产品编号、XY坐标、RGB、状态等信息,上传至客户MES系统,接着产品流到下工序。
-
设备型号
AME-200直显
项目
参数
检查PCB参数
最大板尺寸 (X x Y)
200mm x200mm
传送机构
传输方式
一段式轨道
最小板尺寸 (Y x X)
60mm x 60mm
固定轨
前轨道固定
PCB厚度
1mm~6mm
PCB夹持方法
边缘锁定基板夹紧
板边缘间隙
3mm
影像参数
相机
25MP工业相机 GigE Vision(千兆网接口)
底部间隙
45mm
分辨率
64μm
顶部间隙
≥25mm
影像视域 (FOV)
200mm x200mm
板重
≤3Kg
镜头
FA镜头
性能参数
检查方式
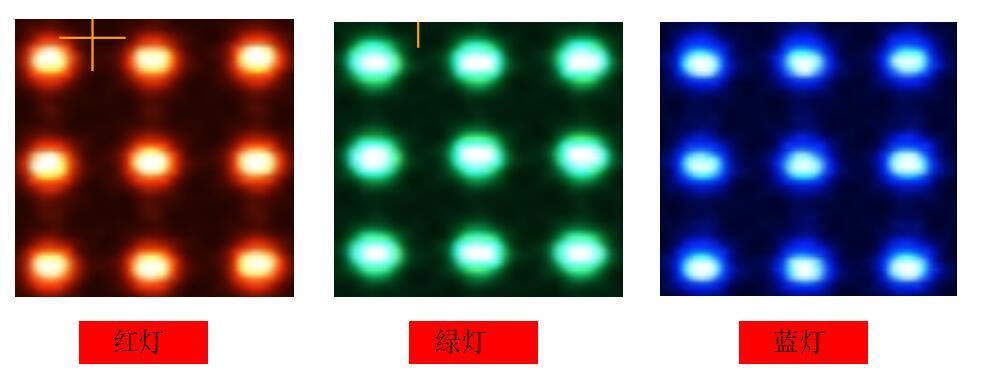
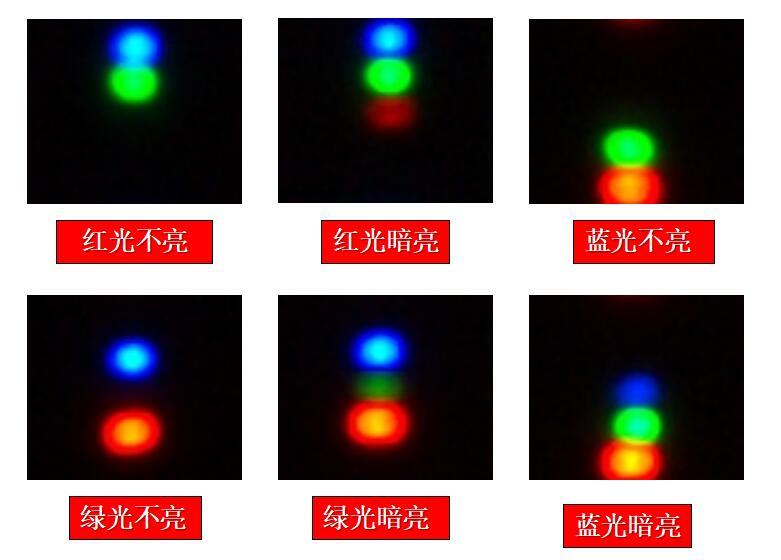
R/G/B组合测试、横扫、竖扫、斜扫(隔行扫描)
硬件配置
操作系统
Windows 10中文专业版64位
检查项目
过亮、暗亮、不亮等
通信方式
Ethernet、SMEMA
检查器件
2*4mil芯片及以上
功率要求
AC220V±10%,50/60HZ,1.8kVA
基板处理时间
180~200ms
压缩空气要求
4~6Kg/cm2
坏点生成数据
30sec/PCS
外观尺寸
L(640mm)×W(1100mm)×H(1620mm)不含三色灯
传送机构
轨道调宽方式
自动调整
机器重量
约450kg
传送速度
1500mm/秒(Max)
环境温度
4~40℃
距地面的传送高度
900±30mm
相对湿度
25~80%RH4
传送轨道方向
左 – 右、右 – 左、左 – 左、右 – 右 (出厂前设定)
-
适用于Mini LED直显产品
-
直显产品炉后点亮检测
亮点、暗点、死灯、暗灯、串色、IC不良、列亮、区域暗块、亮块等

-
通用性强:根据客户需求,兼容多种不同的款式产品
方便管理:检测结果可上传至客户MES系统、改善产品质量
上料方式:自动上下料
1.拍照方式:超高像素的相机与大分辨率结合,形成大的影像视域 ,对于基板拍照只需要一个FOV,和走停拍照对比,大大节省了拍照时间
2.miniled数量较多,基板进入机器后会有夹角,导致灯珠阵列的不准确,容易形成元件重叠漏检,本公司特创自动二值化定位系统,自动生成阵列元件框,准确性高
3.无需拼接图片,对比整版图像拼接的软件来说,本司软件采用单FOV数据同步检测,测试算法不干扰检测速度,测试速度快,整版图像拼接的软件检测时需要拼接图片、整板数据同时检测,多个测试算法耗时(模板匹配),耗时较长(且像素越高,分辨率越小,检测时间大量增加)。
4.相对于其他软件,测试算法采用百分百来说,本公司采用像素面积算法,对于灯珠亮暗测试精确度大大提升
上一页
下一页
上一页
下一页
相关产品
